將金屬螺柱焊到工件平面上的方法,在建筑工程中稱栓釘焊,它屬于熔態壓力焊的范疇。
栓釘施焊前:應依照工程施工設計圖紙上規定的間距和行距以及位置要求放出栓釘施工位置線。

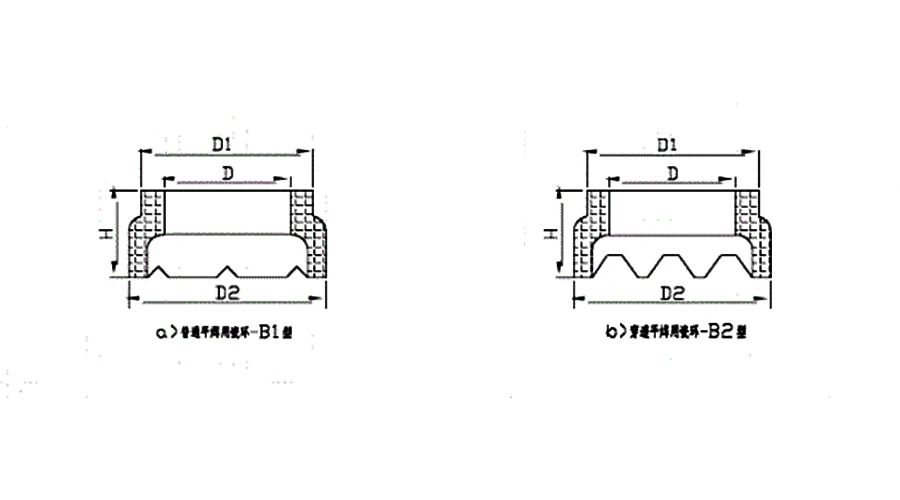
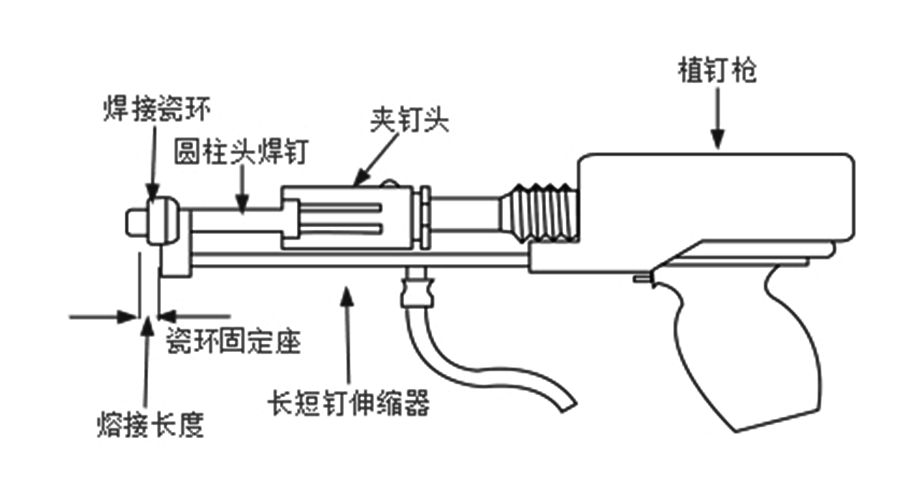
栓焊前需準備:栓釘、瓷環(分為穿透型瓷環和普通型瓷環)、焊接電源、控制器、焊槍和焊接電纜。
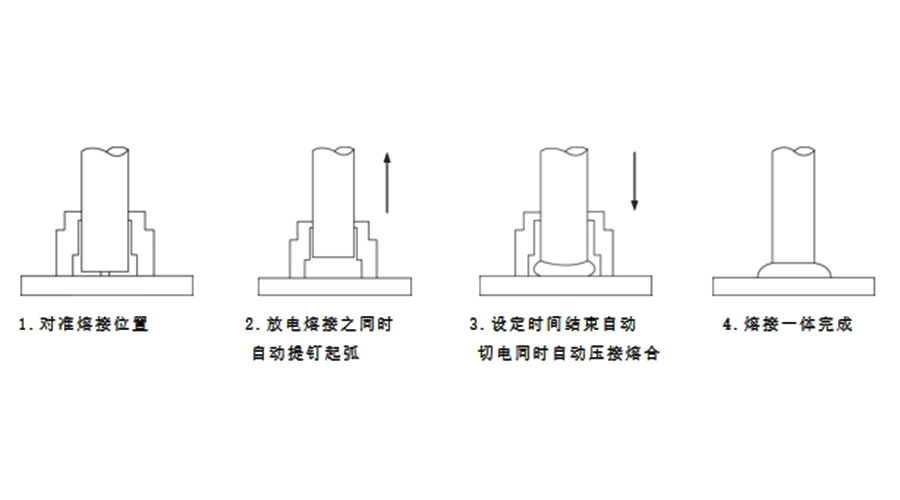
栓釘焊接施工時:將栓釘機同相應的焊槍電源接通,把瓷環座圈放在已放好線的栓釘位置上,用焊槍將栓釘對準瓷環座圈頂緊,打開焊槍電源,栓釘引弧點拉弧產生高溫融化栓釘頭部和母材形成高溫融化的焊接焊池,經短時間(0.8-1.2s)后栓釘焊接在母材上,然后敲碎并清除瓷環和檢查四周焊縫。
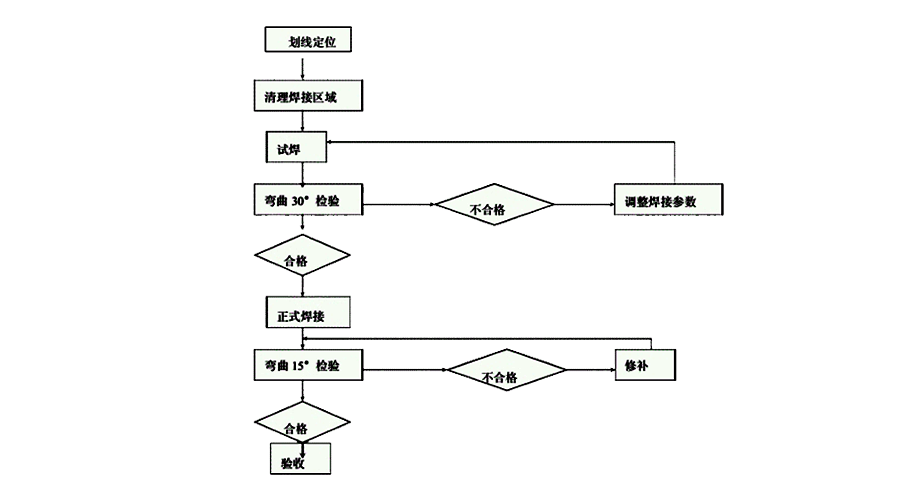
栓釘焊接完成后:需檢查栓釘是否垂直和焊縫是否均勻,看焊肉是否飽滿均勻,有無偏焊,如焊層全熔化且均勻判為合格;彎曲檢查以錘擊檢查為主,檢查外觀有缺陷的栓釘,在缺陷部位的相反方向錘擊彎曲15°,焊縫處無開裂、焊肉無異常現象可判為合格;如焊縫出現裂縫,視為報廢,不合格則需要在原位稍偏處補焊一個栓釘補充,打彎的栓釘不必再扶正。
注:栓釘施焊使用專用栓釘焊機,配備栓釘焊槍。
總的來說,焊前準備工作完成后,在每天正式施焊前,做兩個試件,彎30°檢查合格后,方可正式施焊。